工廠改造_切割機室的動線規劃
包裝結構設計師是很忙的,工作要結構設計、打樣、微量生產、保養機台等,以前機台只是打樣,動線規劃倒是還好,但現在客戶一次要10組數位樣時、市場導向少量多樣時,切割機定位轉變成量產設備,動線規劃至關重要,少走一步路就早一秒鐘下班,分享最近同仁改善的成果。
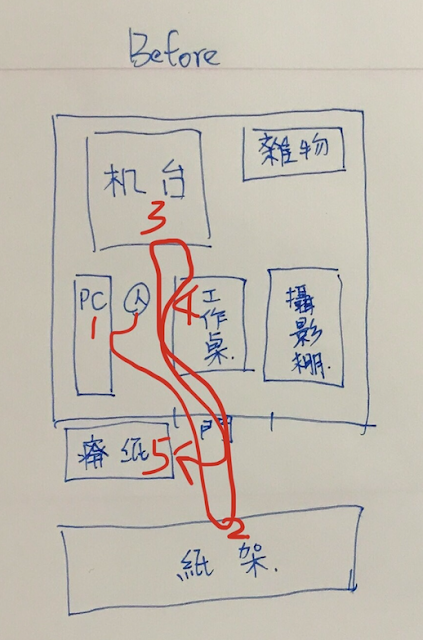
下圖是改善前的配置圖,機器是固定無法移動。平常操作的動線如下:1. 人坐在辦公桌上設定機台

2. 走到切割機室外的紙架取紙
3. 走回機台
4. 切割完成將成品放在工作桌上
5. 統一將廢紙拿到切割機室外的廢紙簍
重複1~5
改善後如下圖,

改善後如下圖,
1. 原本是坐著的辦公桌變成立式工作站,提高行動力與效率。
2. 把紙架移到空間內節省取紙距離。(也節省開門次數提高冷房效果)
3~5.廢紙簍放在機器旁邊切割完直接將廢紙投入,成品轉身即可放到工作桌上。

若進入量產模式,將料備在工作桌上,同仁以最小移動方式運作。

並且更換原本黃底黑字的標示牌,調整成綠底白字,在明亮的空間中識別度更高。


紙張用牛皮紙包覆防塵,也避免長期光線照射紙張邊緣變色。

愛貓成癡的同仁製作貓咪安全庫存標示。

我們推動6S這是第三次啟動,前面兩次都失敗,因為不夠堅持,但這次我們已經連續堅持160個工作天,持續努力中,過程中太多的苦與寂寞,畢竟改變大家的數十年的習慣是一件惹人厭的工作,尤其我是一個門外漢,推動中常聽到『反正我怎麼做都不對,不如你告訴我怎麼做』、『做6S會賺錢嗎?現在是要出貨還是掃地?』、『過去都是這樣做,錯了你負責嗎?』,有次我與其他經營者前輩抱怨起6S推不動時,他對我說『全因在我』,同仁的態度是反射出經營者的決心,如果你覺得無所謂,大家自然就無所謂,你覺得是因為同仁關係無法推動,大家自然就有藉口,聽到他這麼說我很震驚,原來問題都在我身上,接著我問他但專業部分我又不懂,前輩回應『你不需要懂,你只需要引導,用愛與耐心將他們引導到你的方向上,自然會找到出路』,這句話我花了兩年才慢慢有體悟。
這次割盒機室的改善是第三或四以上的版本,幾百公斤的紙架搬過又再搬,同仁自行不斷地優化,這些都超乎預期,也相信收獲最大的是參與的同仁,體悟出如何克服挑戰、如何自省再優化,這素養不管去任何公司都是加分。


成功無法複製,但失敗可以避免,希望藉由我們的試錯可以幫助到大家少走彎路。
:)


留言